机器人焊接工作站(相贯线/马鞍口焊接)
一、设备简述
相贯线焊接机器人工作站,适用于管与管的相贯线焊接,管道法兰焊接,搭配焊缝激光扫描系统,快速扫描并记录焊缝实际位置(代替人工示教找点),只需要操作上位机程序就可以进行焊接,提升了马鞍口焊接机器人的自动化水平,提高了马鞍口焊接作业的效率。
二、焊接件规格
工件重量:≤1000 Kg;
管子标准:GB3087-2008,钢管外径系列Ⅱ;
法兰标准:GB/T9119-2010,GB/T9115-2010;
法兰公斤等级:常用为PN1.6Mpa,另外可用到PN1.0MPa与PN2.5MPa;
弯头、变径管、管帽标准:GB/T12459。
焊接标准:GB50236( IV级焊缝标准);
焊接方法:采用气保焊;
保护气成分:80%Ar+20%CO2;
焊丝直径:Ф1.2mm;
三、设备特点
带焊缝激光扫描系统,可以快速扫描焊缝,减少了人工示教找点的时间,也减少了对工人示教水平的依赖。

带焊接参数预置功能,下次焊接同样规格的工件时可直接调用焊接参数。
带有气体压力检测功能,当气体压力不足时设备发出报警并停止焊接。
设备主体结构采用焊接形式,退火消应力,导轨加工面采用数控一次加工完成,保证了精度要求。
采用进口精密导轨、高精度减速机。
本设备增加了滑台、卡盘(2个外部轴),第七轴卡盘的电机减速机与机器人本体联动,第八轴滑台可以单独控制。
本设备没有采取PLC控制,采用了自主研发的电脑程序来控制机器人工作,可以在程序里直接把离线作业导入进机器人内部,不用示教器操作简单。

本产品采用电脑离线编程来完成的作业,设备初始时会自带常规管径的作业,减少人工示教的困扰。
四、操作流程
人工装卡工件,操作遥控器调整工件水平和初始位置。
操作上位机程序清零外部轴,添加步骤选择预制的焊接程序。
按下启动任务按钮,机器人开始焊接。
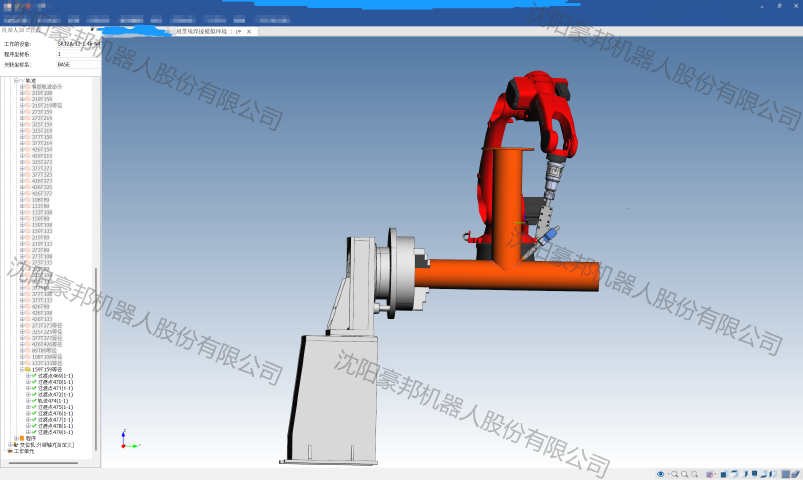
五、设备现场照片

六、焊接效果

